
 English
English Español
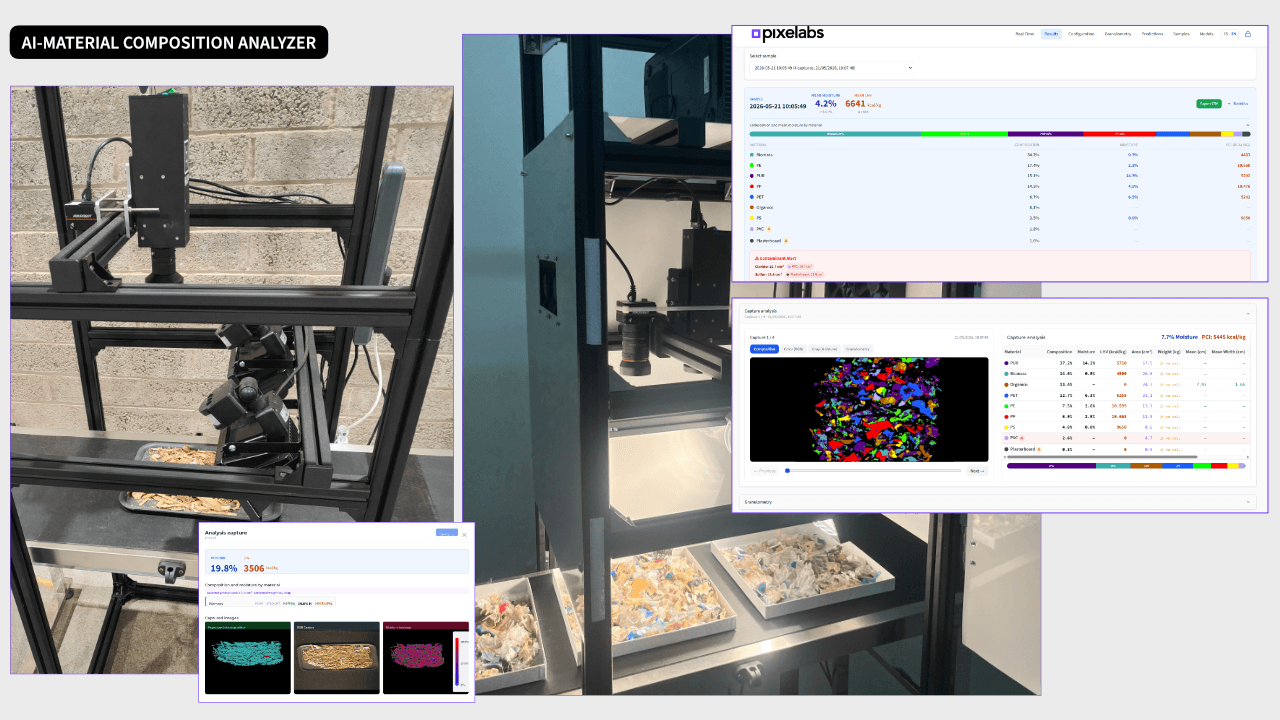
EspañolAI-Material Composition Analyzer is a Visual AI system designed to analyze, characterize, and optimize industrial material streams in real time. It enables continuous inspection of alternative fuels, waste, soil, and raw materials through automated image-based analysis.
AI-Material Composition Analyzer
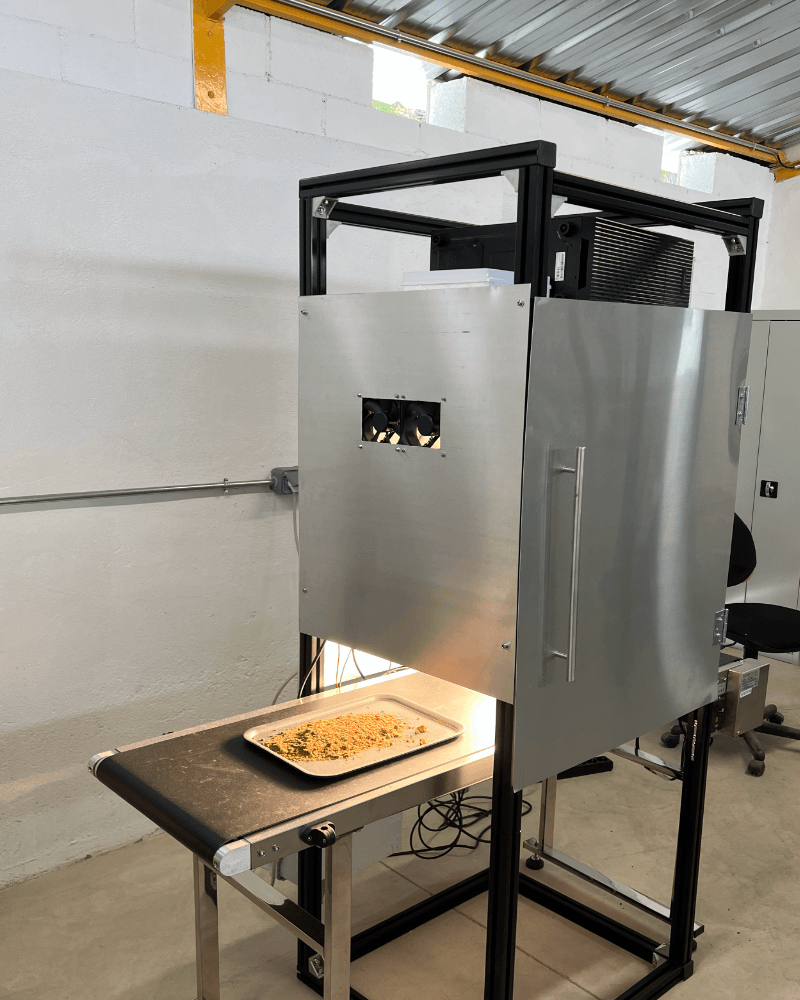
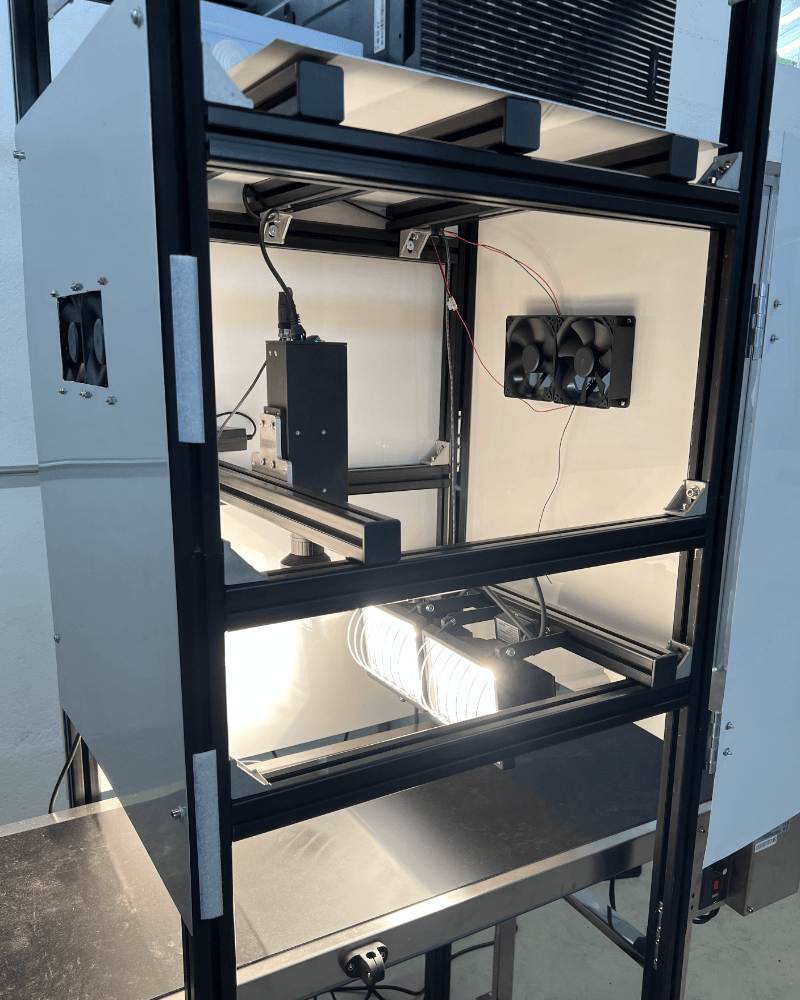
Real time & continuous analyzer with Visual AI

The challenge

01 Material Variability
Inconsistent input quality affects operational stability. Alternative fuels, waste, biomass, and raw materials constantly vary in composition, size, moisture, and contamination levels.

02 Limited real-time visibility
Traditional analysis methods are slow and reactive. Manual inspections and laboratory sampling delay decision-making and reduce operational responsiveness.
03 Process Inefficiency
Uncontrolled variability impacts performance and costs. Lack of continuous material intelligence can reduce efficiency, increase process instability, and affect overall operational control.
Analyzed Variables
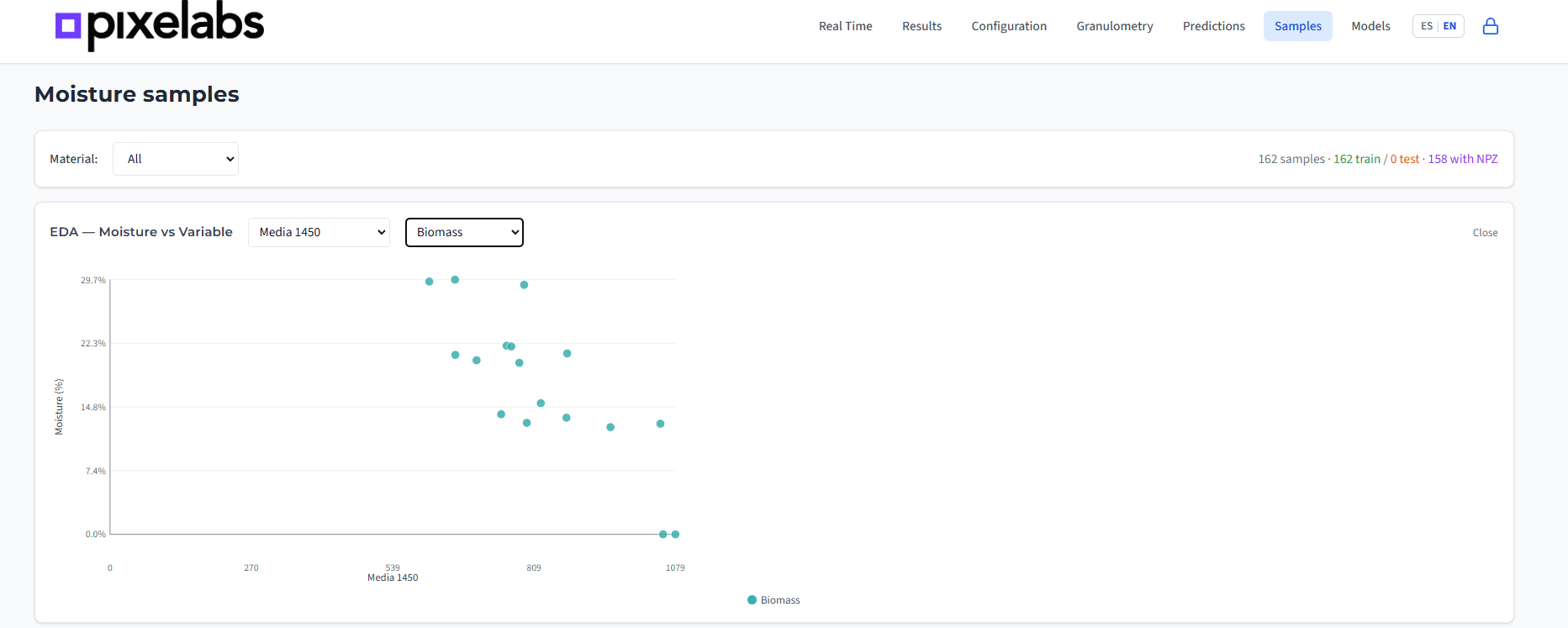
From visual data to operational insights. Variables measured in real time
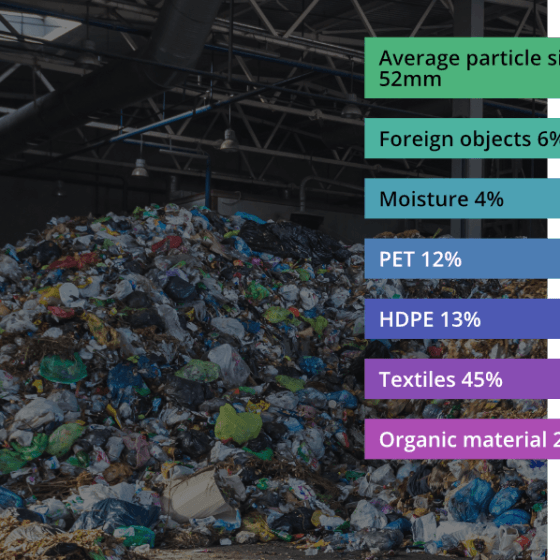
AI-Material Composition Analyzer extracts key operational parameters from material streams:

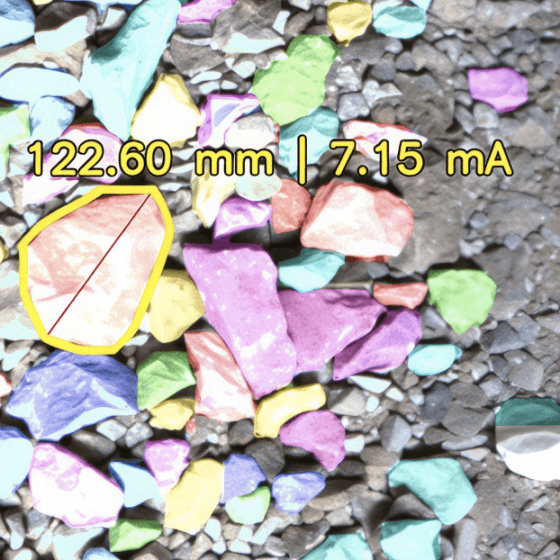
Particle size distribution
Analyzes material granulometry to improve process consistency

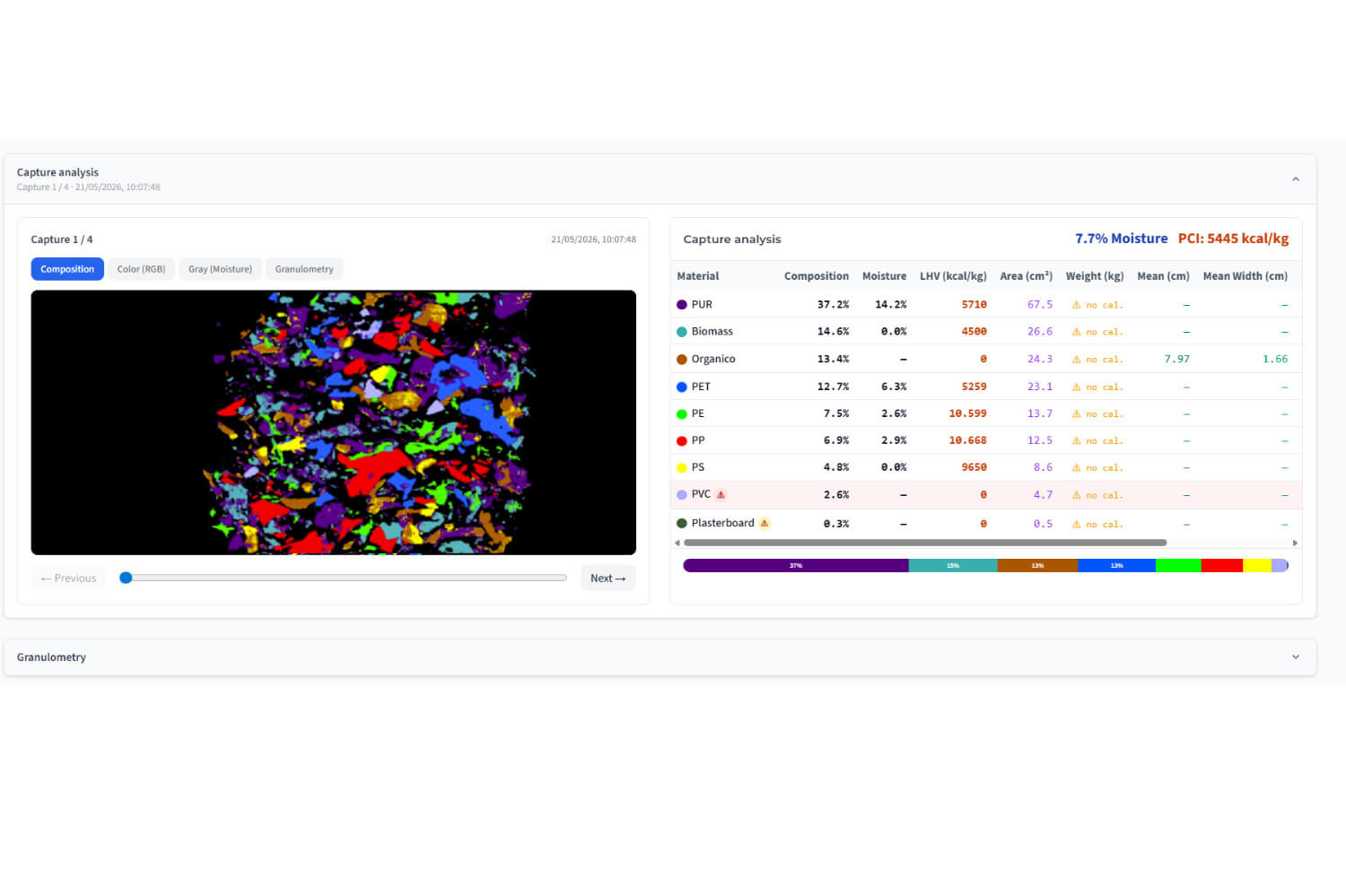
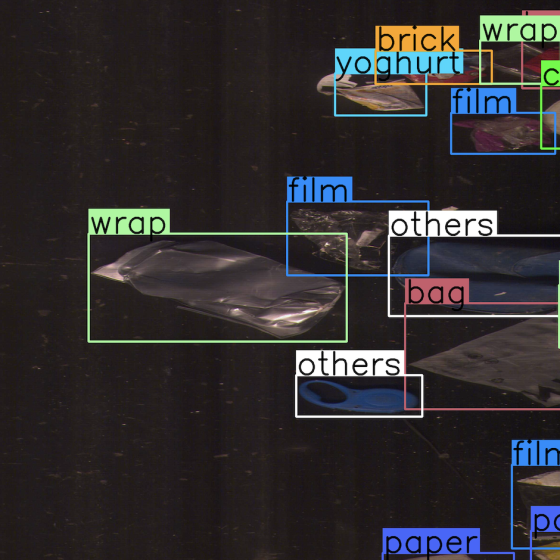
Material composition analysis
Beyond the visible spectrum, hyperspectral image analysis.

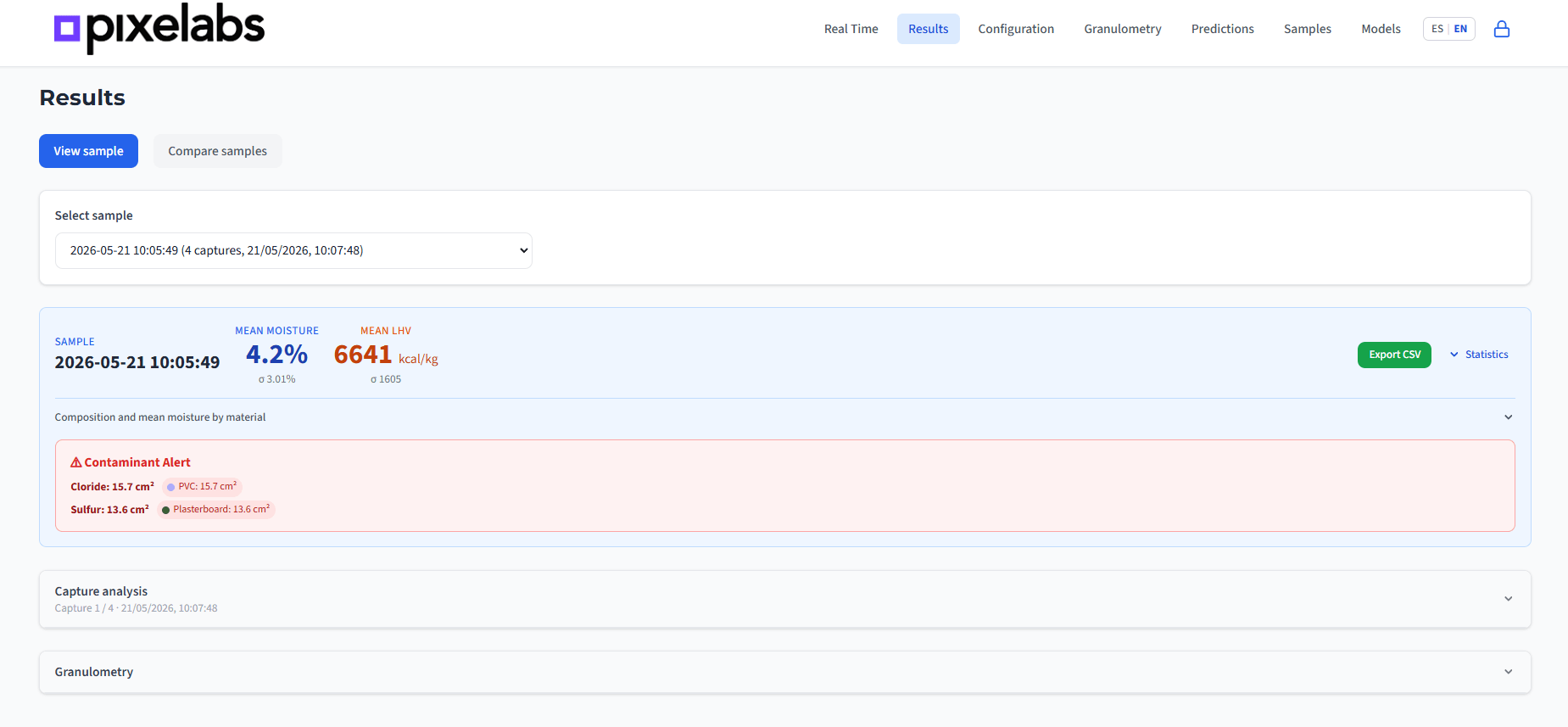
Contamination detection
Detects unwanted materials and impurities that may affect the quality standards.

Foreign object detection
Identifies unexpected or non-process materials within industrial material streams.

Temperature monitoring
Tracks thermal conditions of material streams to support operational stability.

Moisture estimation
Estimates material moisture conditions through AI-powered visual analysis.

Calorific value
Material energy potential for fuel quality and combustion control.

Material quality assessment
Evaluates visual quality parameters linked to operational efficiency.

Volume and flow characterization
Monitors material accumulation, movement, and flows in real time.
AI-Material Composition Analyzer
AI-powered material intelligence across operations
Explore our product ecosystem
Find the solution that best fits your operational needs. Any doubts? Contact us.

AI-MATERIAL COMPOSITION ANALYZER
Benefits & Integration
Operational impact through continuous monitoring
Frequently Asked Questions
Get a closer to our ecosystem and discover how our products will improve your business
Still have questions? Schedule your demo with our experts
(1)The data reflects how our client currently uses the system. Keep in mind that this information is shared based on mutual understanding. We’ve also estimated potential cost savings using details from our clients, keeping everything within the agreed terms and conditions. We recommend contacting us for detailed information. (2) This is a simplified explanation of the product’s functionality and may not fully represent the complete process involved. These representations are intended for the purpose of clarity and ease of understanding. We recommend contacting us for detailed information. (3) All images used in this website are for illustrative purposes only.
We provide Visual AI solutions to meet your business needs.